���P䓲��y��s���Y��ԭ�������Ϸ��������b�c��
һ����f������Ҋ�IJ��P䓲��y��s�����וr������Ҫ���Cë�ܱں�����ϙ�h��С���γߴ羫�ȸߣ���Σ�ë�܃�����摪�������o�̺ۡ��ۿۡ��Ѽy��ȱ�ݣ����P䓲��y��s�������������Ĵ����ٶȺ�܈�����ڣ����m�����P䓲��y��s�������a���࣬ʹë�ܵ���K܈�Ɯض��܉�M��܈�C��Ҫ���P䓲��y��s���������R��܈����܈����܈�Ǹ������m��ˇ�p��ĸ�ͽ�ʽ�_�����P䓲��y��s���ں�y��s���ں��ë���D����ں�ӽ���Ʒ�IJ��P䓲��y��s����Ȼ���P䓲��y��s���������D��ֱ�����������@����������ܡ�
��܈�Dz��P䓲��y��s������ͨ�^��������Һ�w�M����ϴ��ͨ�^�����܈�γ����ܡ������P䓲��y��s��ͨ�^�p���h�r�����ڸߜز��P䓲��y��s����ݗ�䡢�����͟���|�������p���h������ض�Ѹ��������700�����ϣ��ڏ��Ɵ�����׃�Ηl���£����P䓲��y��s�����������gĥ�p�ߣ��e�Dz��P䓲��y��s��������Ӳ��Fe3O4�FƤ���и�ĥ�p�����P䓲��y��s���p���h�F�����ƣ���γɇ����ѿp�����ѿp�lչ��һ���̶ȕr��
���ڲ��P䓲��y��s���p���h����e��ɢ��죬����ȡ�����ı��ش�ʩ�⣬߀��ȡ����ֶΡ�ÿ�ζѺ��Ӻ����ӹ��������Ĺ�ˇ��ʩ���_�����P䓲��y��s���Ѻ��r�Č��g�ضȲ�����300�档�Ѻ��p���h�����r�M��560��x8h�����w�ػ�̎�������P䓲��y��s���p���h�����w�ӹ���Ҏ���ߴ硣���P䓲��y��s���ں��Ĵ������������ղ��P䓲��y��s���ں�׃��Ҏ�ɺͿ���׃�������y�ȡ������P䓲��y��s����ԭʼ�ں��ֱ����So/D��r�����ڰ�ǰ���P䓲��y��s����ͬ�ܱں���^�M��ͬһ���P䓲��y��s�����M�����So/D��
���С�����հκ�ıں�׃���^С�������P䓲��y��s���ں���^��r�������p�ٱڵ��˕����ӱں�������p��ֱ���^����ˑ�ԓ���Ӹ���ıں�Ȼ�����Ȝp��ֱ���^С�����ӱڸ�С���Ķ��_�y�˲��P䓲��y��s���ں�׃����Ҏ���ԡ��ڲ��P䓲��y��s���Ŀհ��^���У���ģ��о���ڏ�������������£����a������С�ď���׃�Σ�ʹ���P䓲��y��s����ֱ���ͱں��⣬���P䓲��y��s��������׃���^���а��Џ���׃�Σ�����׃�ξ�����������Ч�������P䓲��y��s��Ó�x׃�΅^������ڷ�����Ч�����ں���⏽�����]�����P䓲��y��s���ӹ���������y��ģ�߳ߴ�Ҏ����һ���Ĺ�����P䓲��y��s��������ˇ�Č�ʩ�Ǹ���ģ�ߵ����x�ߴ���x��ģ���������]���P䓲��y����Ӱ푡�







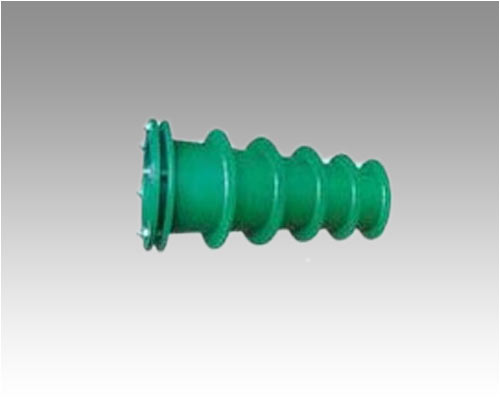
 ����s��ϵ�С�
����s��ϵ�С� ���������^ϵ�С�
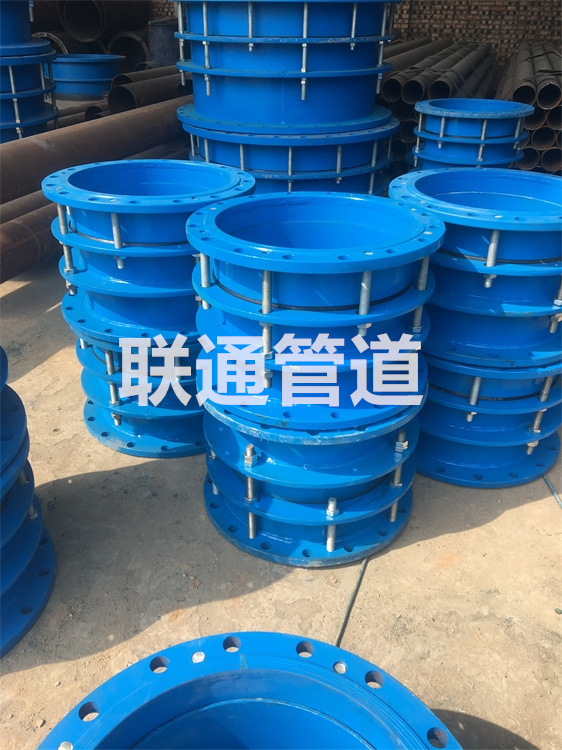
���������^ϵ�С� ����ˮ��ϵ�С�
����ˮ��ϵ�С� ���a����ϵ�С�
���a����ϵ�С� �����z���^ϵ�С�
�����z���^ϵ�С�























![07FS02�������]��](/uploadfile/201609/2/1546244437.jpg)
![07FS02�������]��](/uploadfile/201609/2/161266329.jpg)
![�˷������Ҍ������]��](/uploadfile/201609/2/1616466125.jpg)