���������s���ĺ���ԓ�����O�ã�
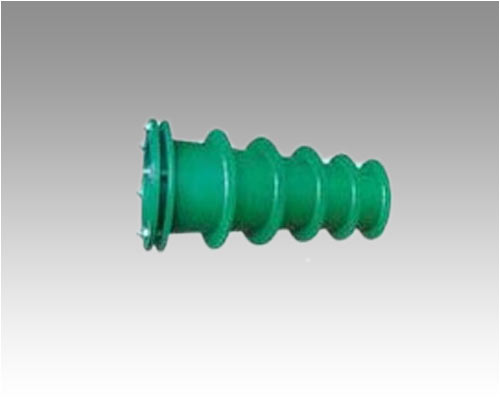
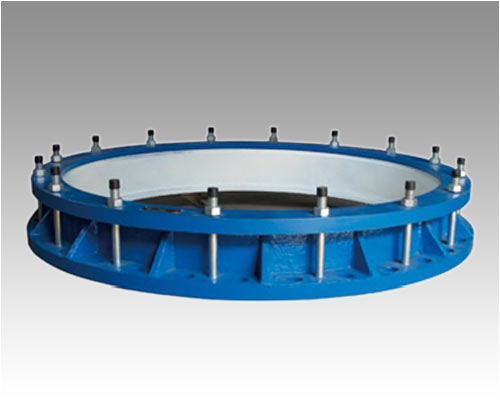
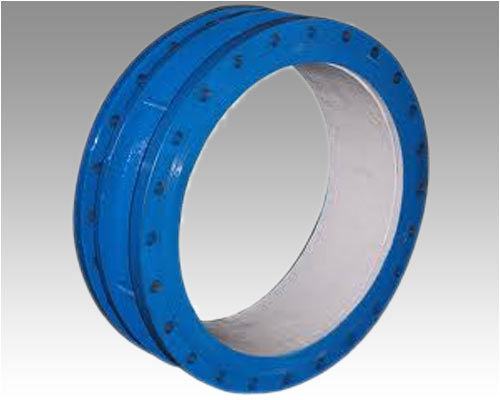
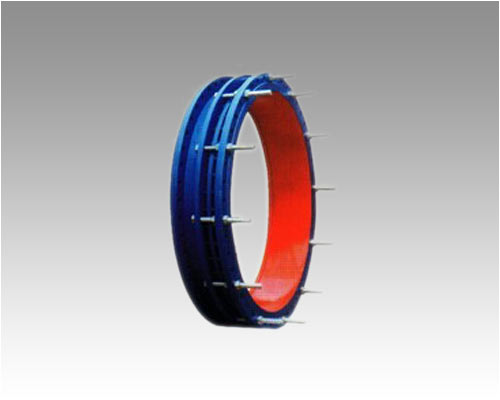
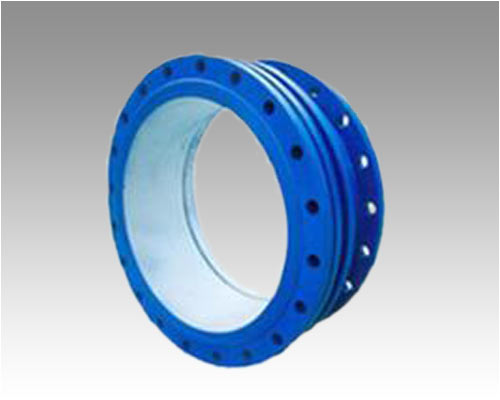
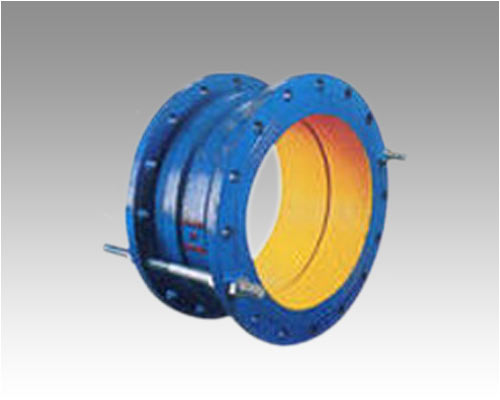
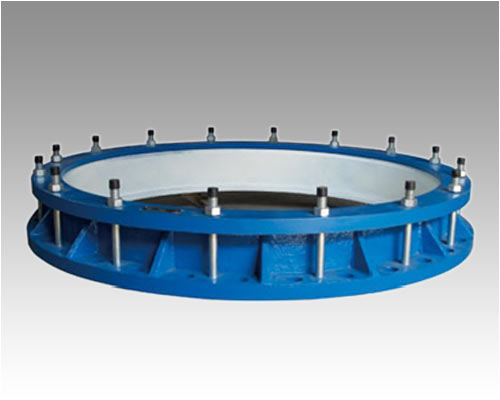
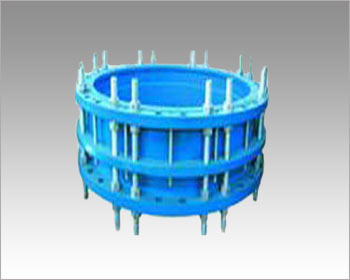
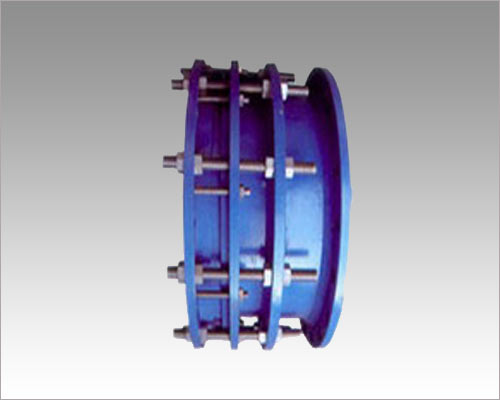
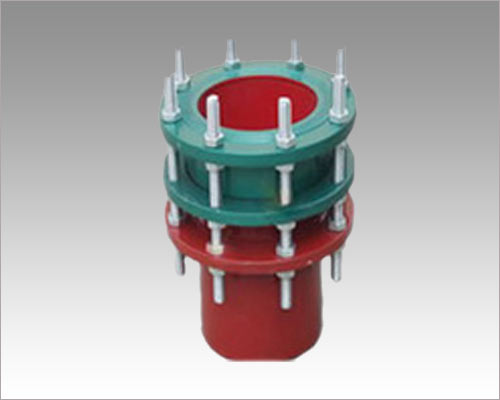
�ڹ�ů�ܵ������Ŀ�У������s�����ձ����ԟ��a���������뻯������������֧�o�p䓹ܣ�һ���ǟo�p䓹ܣ����m���ƣ����w������������Ҏ����̖��Ҏ��ܴ�r���@��w�����ļӹ���ˇ�͕���һ�����D�y����˲����˰����Џ����M�b늺����ӣ�ͨ�Q�����������ķ�ʽ �������������浽������Ч���_�����λ���y�}���������������������s�����Qֱ���϶����������Ҹ�Ǻ��ӣ�ͨ�Q���ӣ����ڴα����g���X����߅�ď������٣������ڹܵ�ϵ�yܛ���İ�ȫ���\����
���һ�����a�S��늺����ӹܵ��c���m�P�����x�Ú廡���C늺����Ӂ��_չ���H�������廡���C���C����ʹ�òſ��Ը��O���أ��ҽo����xһ�¡�늺����Ӻͳ���ģ�ߡ�1���ȴ���ӑ����߂�һ���ı���һ��dzɣ������S��;�Kֹ��늺����ӕr��Ҫ���պú��Cҕ�ǣ��ͽz��λ����¶�ͽz��Q�������ձصȺ��p��߅�ܻ���ſ����������Է����º���Ƿ�ѡ���z�r�����l���c�aƷ������ӳ�15�Ƚ��ǣ��ͽz���c�ٶ��m�ȣ����c늺�����������һ�¡��ͽz��ʽ �г��m�ͽz���r���r�m���������l�o�����p�c�g߅һ������ȡ��������������ЊA�u������ȣ��ձش�ĥ����������|�У�ֱ�����ȱ�c���ſ����ٴ�늺����ӡ��廡���C�������M���΄ӣ��Բ������ܳ؞�˜ʣ���늺����`����գ������Բ��_�˺�ſ����w�棬����ȴ���ڶ������Ɍ��ȴ�p���������⺸�p�°����揊�ҿ՚�������







 ����s��ϵ�С�
����s��ϵ�С� ���������^ϵ�С�
���������^ϵ�С� ����ˮ��ϵ�С�
����ˮ��ϵ�С� ���a����ϵ�С�
���a����ϵ�С� �����z���^ϵ�С�
�����z���^ϵ�С�























![07FS02�������]��](/uploadfile/201609/2/1546244437.jpg)
![07FS02�������]��](/uploadfile/201609/2/161266329.jpg)
![�˷������Ҍ������]��](/uploadfile/201609/2/1616466125.jpg)